Product Catalog














Showing 417–432 of 737 results
The RD80EZ Mount Ring Light Series is an all-around durable light. Its simple plug-and-play 5-pin M12 connector is easy to use. The RD80 has an optimal working distance between 100 mm and 400 mm and will operate with either an NPN or a PNP signal and runs on an industry-standard 24VDC. The 10%-100% intensity control gives users full control over light output. A standard 42 mm inner hole diameter allows for use with nearly all camera systems with available step-up and step-down conversion kit adapters.

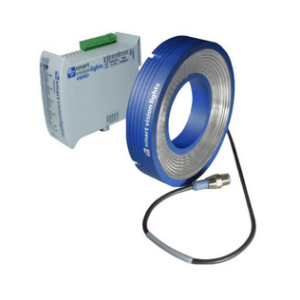
The RHI200-DO is an OverDriveTM only light source meant to provide external illumination for logistics. The RHI200-DO is a high intensity ring light that can be used with long working distances and features optional mounting brackets for most major machine vision cameras.
Get more light with less power with exceptional energy management
Our specially designed onboard charging capacitors ensure powerful bursts of energy with a low consistent electrical draw.
The Lightgistics Series: Brighter. Faster. Better.
The RHI200-DO is part of the Lightgistics Series – machine vision lights made for the logistics industry.

The RL200 Large Ring Light Series is designed to produce a homogeneous, uniform light pattern for larger applications and longer working distances. The RL200 runs on an industry-standard 24VDC. The 1-10VDC analog control line gives the user total control over intensity. Proper heat dissipation is achieved using the side extrusion. The 45 mm extrusion makes mounting the light easy when using drop-in T-nuts. The 5-pin M12 connector makes wiring to the light simple.
The RL300 Large Ring Light Series is designed to produce a homogeneous, uniform light pattern for larger applications and longer working distances. The RL300 runs on an industry-standard 24VDC. The 1-10VDC analog control line gives the user total control over intensity. Proper heat dissipation is achieved using the side extrusion. The 45 mm extrusion makes mounting the light easy when using drop-in T-nuts. The 5-pin M12 connector makes wiring to the light simple.

The compact and powerful RM140 Mini Ring Light is a low-angle ring light that works for radial and dark field ring applications. The RM140 series features a sealed, IP65-rated aluminum housing and includes Smart Vision Lights’ built-in Multi-Drive™ constant current driver, which allows the light to operate continuous operation or in OverDrive™ strobe mode. The industry-standard 5-pin M12 connector makes for simple wiring.

The compact and powerful RM140-4Z Mini Ring Light is a low-angle ring light that works best for dark field ring applications. The light can also be used for radial illumination. The RM140-4Z series features an aluminum housing and is IP65 rated. The RM140-4Z has four zones, making it a quadrant light in which each individual zone can be controlled independently of each other. The 4ZMD-250 is an external driver that permits control of up to four separate light zones either independently or simultaneously, in any combination. The 4ZMD has independent intensity controls and built-in Multi-Drive™, allowing for a range to be set from 10%-100% for continuous operations or OverDrive™ strobe mode. The RM140-4Z KIT includes a RM140-4Z mini ring light and a 4ZMD-250 external driver.

The RM75 Series of mini ring lights is compact, yet produces a homogeneous, uniform light pattern. The RM75 features an integrated Multi-Drive™ constant current driver that operates in continuous operation or OverDrive™ strobe mode depending on wiring configuration. The light also offers overcurrent protection and PNP and NPN trigger signal input. The industry-standard 5-pin M12 connector makes for simple wiring.

The compact and powerful RM75-4Z Mini Ring Light is a low-angle ring light that works best for dark field ring applications. The light can also be used for radial illumination. The RM75-4Z has four zones, making it a quadrant light that can have each individual zone controlled independently of one another. The 4ZMD-250 is an external driver that permits control of up to four separate light zones either independently or simultaneously, in any combination. The 4ZMD has independent intensity controls and built-in Multi-Drive™, allowing a range to be set from 10%-100% for continuous operation or OverDrive™ strobe mode. The RM75-4Z KIT includes a RM75-4Z mini ring light and a 4ZMD-250 external driver.

The RMF60 Mini Ring Light Series features three LED zones that can be controlled independently. The RMF60 is designed for dark field applications and produces a highly focused, homogeneous light pattern. The 4WMD is a four-channel external driver developed for multi-wavelength lights. The 4WMD permits up to four individual wavelengths to be controlled independently of each other. This external driver includes Multi-Drive™, which allows a single channel to drive LEDs in continuous operation or OverDrive™ strobe mode separate from the other channels. The RMF60-KIT comes with an RMF60 ring light and a 4WMD-100 external driver.

The RMX140 Mini Ring Light Series is specifically engineered for radial and bright field applications. There are multiple lens options available, making this an extremely versatile illumination option. The standard 40° and optional 80° wide lenses are designed to work at a closer working distance, while the long-distance narrow lenses allow the light to work at a longer working distance. The light offers over-current protection in OverDrive™ strobe mode and PNP and NPN trigger signal input.
The compact and powerful RMX140-RGBW Mini Ring Light is a small to mid-range working distance ring light. The RMX140-RGBW series features an aluminum housing and is IP50 rated. Each wavelength can be tuned individual of the other wavelengths, allowing for the light to output just about any color imaginable. The RMX140-RGBW (KIT) includes a RMX140 Ring Light and a 4WMD-100 external driver.

Offering an ideal working distance of 100-500 mm, the RMX75 Mini Ring Light Series is specifically engineered for radial and bright field applications. The light’s silicone lens provides an extra-tight seal and IP65 rating. The RMX75 features an integrated Multi-Drive™ constant current driver that operates in continuous operation or OverDrive™ strobe mode depending on the wiring method. The industry-standard 5-pin M12 connector makes for simple wiring.

The RTF200, a SmartVisionLink™-enabled light, features three independently adjustable beam angle lighting channels. When used with the BTM-1000 Bluetooth accessory and the SmartVisionLink™ app, lighting channels can be set to produce unique beam-angle combinations – optimizable for many different applications over a wide range of working distances and field of view requirements.

The S75 Brick Light Series is a spot light that features a built-in smart driver. NPN or PNP trigger signal inputs can be used to control the on/off input of the light. The intensity of the light can be controlled via 1-10VDC analog signal line or by adjusting the built-in manual potentiometer. Heat is dissipated through the aluminum back plate, which allows the S75 Brick Light Series to be run at a higher intensity current.

The S75G2 spot light features an integrated Multi-Drive™ driver that can produce up to 300,000 lux. NPN or PNP triggers can be used to control the light for either OverDrive™ or continuous operation. Control light intensity via 1 – 10 VDC analog intensity line or remotely using SmartVisionLink™ .

The SB75 Brick Light features a built-in smart driver and a diffused lens, making it a viable option for silhouetting objects. The manual potentiometer control allows the intensity to be adjusted from 10%-100%. A user can also adjust the intensity with the 1-10VDC analog signal line. Heat is dissipated through the aluminum back plate, allowing the SB75 to be run at a higher current and a greater intensity.
![]() +65 6748 5517
+65 6748 5517
![]() info@jm-vistec.com
info@jm-vistec.com
![]() 10 Kaki Bukit Ave 1, #07-06, Singapore 417942
10 Kaki Bukit Ave 1, #07-06, Singapore 417942