Product Catalog














Showing 65–80 of 144 results

Key Features:

The RAZOR series cameras incorporate the most popular sensor resolutions with the ultimate in image performance, frame rates and economy. With scalable 1, 2 or 4 output links, RAZOR cameras offer users an easy and very cost-effective upgrade path to existing Camera Link systems.
Key Features:
Key Features:
Key Features:

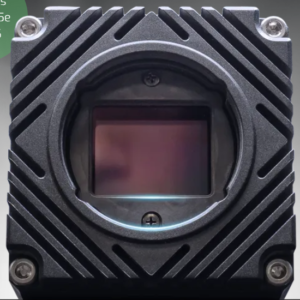
Winner of the prestigious Vision Systems and Design Magazine’s Innovators Award 2018, the IC-X50T-CXP mono and color versions showcase ISVI’s expertise in leading-edge camera design.
Key Features:

The Atlas SWIR is a Factory Tough IP67 camera with high-performance sensor cooling designed to provide reliable operation and consistent imaging performance within -20 to 50°C industrial environments. The Atlas is equipped with an integrated single-stage thermoelectric sensor cooling (TEC1), along with an internal heatsink and larger camera case resulting in a constant 15°C sensor temperature for low dark current during streaming. For an in-depth look at model specifications please click the part numbers below.
The Triton SWIR provides the same Factory Tough IP67 features as the Atlas SWIR but does not include the internal cooling components. The Triton does not contain a TEC1 cooling device or a large internal heatsink. This allows the camera to be more compact and cost-effective, however, users must manage their own cooling solution for the camera to regulate increased dark current during operation. This camera is intended for those who want maximum design flexibility and control over their own thermal management design. For an in-depth look at model specifications please click the part numbers below.
The Atlas 5GigE industrial camera streams at 600 MB/s (5Gbps/5GigE), allowing for high resolutions and fast frame rates over standard CAT5e / CAT6 cables up to 100 meters. It features a TFL lens mount (M35) for high-resolution models, C mount Pregius S models, and IP67 models with dust and water protection.

The perfect combination – fast 10 Gigabit Ethernet with Power over Ethernet (PoE) paired with Sony’s 4th generation Pregius S CMOS sensors, the Atlas10 improves simplicity and brings performance for high speed applications to new levels. All Atlas10 10GigE cameras are actively sensor aligned for maximum optical performance. The Atlas10 models feature Sony’s 4th generation Pregius S global shutter CMOS sensors.
10 Gigabit Ethernet with Power over Ethernet (PoE) paired with Sony’s 4th generation Pregius-S CMOS sensors allows the Atlas10 to reach faster frame rates at high resolutions over a single cable. The 10GigE interface also allows Pregius-S sensors to run at high bit depths (10/12-bit ADC), helping to maximize image quality while still maintaining smooth frame rates. With the option to reduce the region of interest (ROI), along with binning and decimation options, users can unlock even higher frame rates on the Atlas10.
The Atlas10 UV 10GigE (10GBASE-T) PoE+ camera, featuring the high-sensitivity Sony UV 8.1 MP IMX487 sensor, is capable of capturing images across the ultraviolet (UV) light spectrum range (200 to 400nm). Utilizing Pregius S back-illuminated sensor technology the camera’s high sensitivity of the 200 to 400nm range opens up a world of industrial applications with greater precision in transparent materials (plastic and PET), semiconductor inspection, material sorting and more.
The Atlas10 UV 10GigE (10GBASE-T) PoE+ camera, featuring the high-sensitivity Sony UV 8.1 MP IMX487 sensor, is capable of capturing images across the ultraviolet (UV) light spectrum range (200 to 400nm). Utilizing Pregius S back-illuminated sensor technology the camera’s high sensitivity of the 200 to 400nm range opens up a world of industrial applications with greater precision in transparent materials (plastic and PET), semiconductor inspection, material sorting and more.

Phoenix is a flexible GigE PoE camera module designed for easy OEM integration. With a wide selection of sensors from 0.4 MP to 20 MP, 4 lens mounts,3 camera orientations, and 3 interface connector options, the camera can be adapted for various applications.

Built with industrial grade immunity. Lightweight and compact 29 x 29 mm size. Active sensor alignment for superior optical performance. GigE Vision and GenICam compliant PoE machine vision camera designed for all industrial environments.

The Triton2 offers unprecendented performance in a cost-effective, compact camera. The adoption of a 2.5 GigE (300 MB/s) interface enables higher bandwith than 1 GigE cameras without compromising on size, thermal management, or Power over Ethernet (PoE) support.
![SVS-VISTEK BeyondVisible<br>[Polarized]](https://www.jm-vistec.com/wp-content/uploads/2023/01/SVS-Beyong-Visible-300x300.png)
Properties of light that are invisible to humans can be made visible with cameras from SVS-Vistek. These cameras extend the standard industrial image processing system in terms of polarization planes or wavelengths from infrared to ultraviolet.

Wavelengths from infrared to ultraviolet enable invisible markings, the identification of materials and much more. Properties of light such as polarization facilitate industrial inspection in many industrial applications with non-metallic materials. We offer highly sensitive cameras for technical and biological applications.
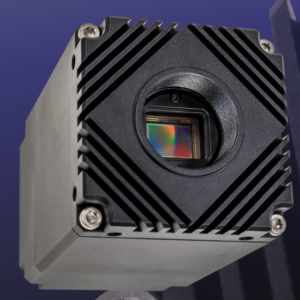
Polarized cameras are equipped with special image sensors that can measure the polarization properties of light that are imperceptible to the human eye. The degree of polarization and the polarization planes can be determined from a single image. The high resolution, optical dynamics and frame rate allow detailed structural analyses, even of moving objects.
Despite the special sensors, the EXO Polarized behaves in the application like a familiar industrial camera for use with standard lenses. The integrated 4-channel strobe controller supports complex lighting situations.

All of our special cameras for invisible properties of light are based on the proven camera concepts of the EXO series and the FXO series. While the EXO covers the established GigE Vision and USB3 Vision interfaces, the FXO series can provide the highest frame rates with its high-speed 10GigE and CoaXPress-12 interfaces.
A close thermal connection of the low-power optimized electronics and the sensor to the housing enables operating temperatures of up to 60°C. The integrated power I/O interface enables simple control tasks to be performed with hardware precision via the PLC functionality. Up to 4 LED lights can be controlled directly without additional drivers, ideal for the identification of materials. All Beyond Visible cameras from SVS-Vistek have the following features: Region of Interest (ROI), logical trigger functions (PLC) with programmable timers, sequencers and logic, electrical and optical inputs are specified with TTL-24V.
Properties of light that are invisible to humans can be made visible with cameras from SVS-Vistek. These cameras extend the standard industrial image processing system in terms of polarization planes or wavelengths from infrared to ultraviolet.

Wavelengths from infrared to ultraviolet enable invisible markings, the identification of materials and much more. Properties of light such as polarization facilitate industrial inspection in many industrial applications with non-metallic materials. We offer highly sensitive cameras for technical and biological applications.
Our SWIR cameras are based on Sony SenSWIR technology and our proven EXO and FXO camera designs. Due to the wide wavelength range and high sensitivity, they enable extremely compact inspection solutions in the VIS range from 400nm up to the SWIR range at 1700nm. Our innovative thermal design is the basis of the outstanding optical quality and the excellent dynamic range. The integrated 4-channel strobe controller supports complex analysis scenarios.
ATTENTION: This product is subject to export control and requires written information on intended use and final destination!

All of our special cameras for invisible properties of light are based on the proven camera concepts of the EXO series and the FXO series. While the EXO covers the established GigE Vision and USB3 Vision interfaces, the FXO series can provide the highest frame rates with its high-speed 10GigE and CoaXPress-12 interfaces.
A close thermal connection of the low-power optimized electronics and the sensor to the housing enables operating temperatures of up to 60°C. The integrated power I/O interface enables simple control tasks to be performed with hardware precision via the PLC functionality. Up to 4 LED lights can be controlled directly without additional drivers, ideal for the identification of materials. All Beyond Visible cameras from SVS-Vistek have the following features: Region of Interest (ROI), logical trigger functions (PLC) with programmable timers, sequencers and logic, electrical and optical inputs are specified with TTL-24V.

Properties of light that are invisible to humans can be made visible with cameras from SVS-Vistek. These cameras extend the standard industrial image processing system in terms of polarization planes or wavelengths from infrared to ultraviolet.

Wavelengths from infrared to ultraviolet enable invisible markings, the identification of materials and much more. Properties of light such as polarization facilitate industrial inspection in many industrial applications with non-metallic materials. We offer highly sensitive cameras for technical and biological applications.
Whether for quality control, material analysis or scientific research – our UV technology opens up new possibilities for you and increases the efficiency of your processes.

All of our special cameras for invisible properties of light are based on the proven camera concepts of the EXO series and the FXO series. While the EXO covers the established GigE Vision and USB3 Vision interfaces, the FXO series can provide the highest frame rates with its high-speed 10GigE and CoaXPress-12 interfaces.
A close thermal connection of the low-power optimized electronics and the sensor to the housing enables operating temperatures of up to 60°C. The integrated power I/O interface enables simple control tasks to be performed with hardware precision via the PLC functionality. Up to 4 LED lights can be controlled directly without additional drivers, ideal for the identification of materials. All Beyond Visible cameras from SVS-Vistek have the following features: Region of Interest (ROI), logical trigger functions (PLC) with programmable timers, sequencers and logic, electrical and optical inputs are specified with TTL-24V.
![SVS-VISTEK EXO<br>[CameraLink]](https://www.jm-vistec.com/wp-content/uploads/2023/01/SVS-EXO-1-300x300.png)
Small, very robust, easy to integrate.
Camera Link impresses with its high bandwidths and broad acceptance. For the first time, the EXO also includes features such as 4IO Strobe Control and LUT in a Camera Link model.


The EXO with Camera Link interface offers you the opportunity to use existing and proven infrastructures with a wide range of sensors for years to come.
The conscious decision in favor of this standard is the decision towards more control over the camera’s data stream. Low latency times, the high secure transmission rate combined with Power over Camera Link, even with long cables, also make the Camera Link interface very interesting for new projects.
![]() +65 6748 5517
+65 6748 5517
![]() info@jm-vistec.com
info@jm-vistec.com
![]() 10 Kaki Bukit Ave 1, #07-06, Singapore 417942
10 Kaki Bukit Ave 1, #07-06, Singapore 417942