Product Catalog
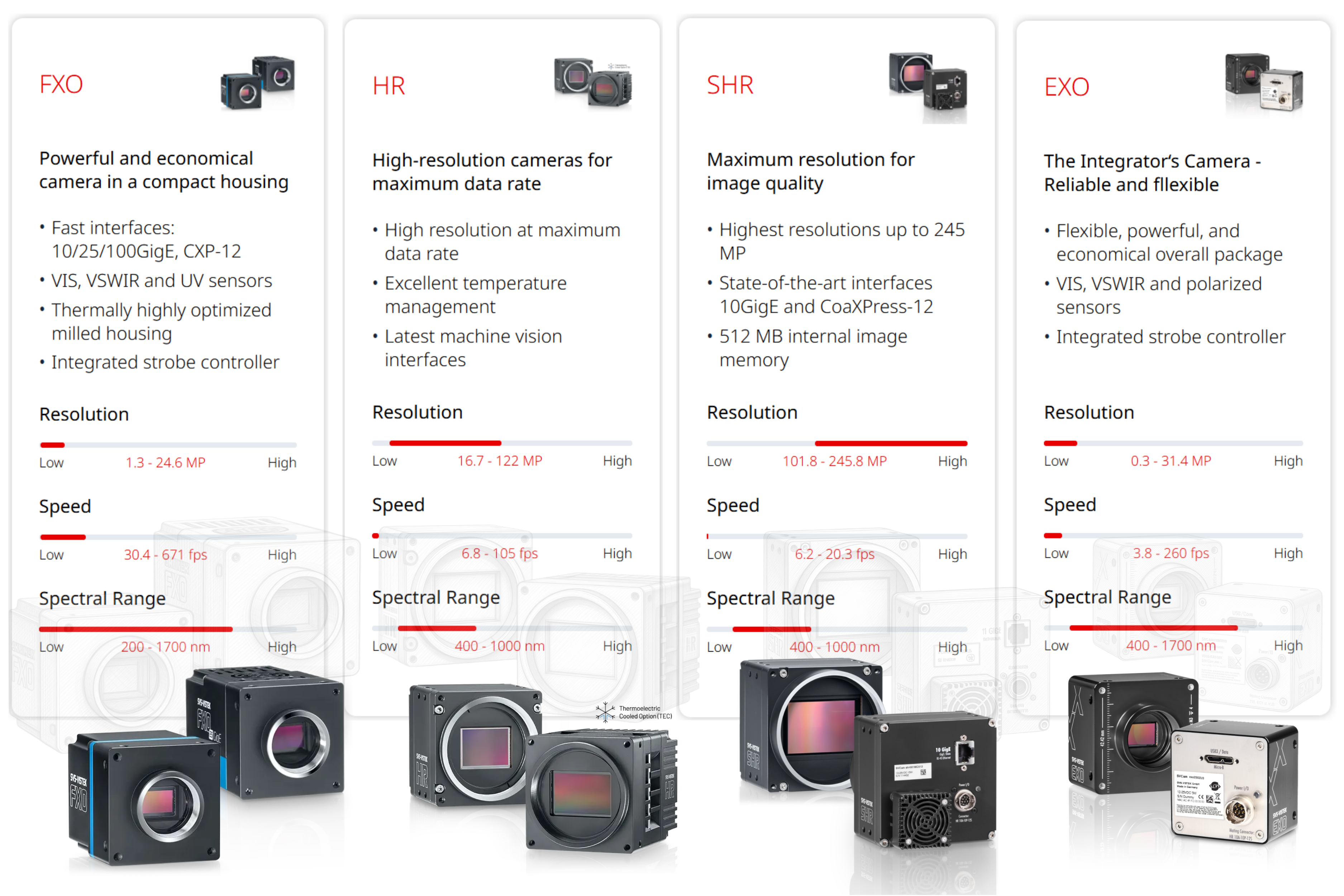
SVS-Vistek specializes in high-performance industrial cameras trusted by machine vision engineers worldwide. From ultra-high resolution full-frame sensors to high-speed interfaces, every camera is precision-built and factory-certified for demanding applications.
![SVS-VISTEK BeyondVisible<br>[Polarized]](https://www.jm-vistec.com/wp-content/uploads/2023/01/SVS-Beyong-Visible-300x300.png)
Properties of light that are invisible to humans can be made visible with cameras from SVS-Vistek. These cameras extend the standard industrial image processing system in terms of polarization planes or wavelengths from infrared to ultraviolet.

Wavelengths from infrared to ultraviolet enable invisible markings, the identification of materials and much more. Properties of light such as polarization facilitate industrial inspection in many industrial applications with non-metallic materials. We offer highly sensitive cameras for technical and biological applications.
Polarized cameras are equipped with special image sensors that can measure the polarization properties of light that are imperceptible to the human eye. The degree of polarization and the polarization planes can be determined from a single image. The high resolution, optical dynamics and frame rate allow detailed structural analyses, even of moving objects.
Despite the special sensors, the EXO Polarized behaves in the application like a familiar industrial camera for use with standard lenses. The integrated 4-channel strobe controller supports complex lighting situations.

All of our special cameras for invisible properties of light are based on the proven camera concepts of the EXO series and the FXO series. While the EXO covers the established GigE Vision and USB3 Vision interfaces, the FXO series can provide the highest frame rates with its high-speed 10GigE and CoaXPress-12 interfaces.
A close thermal connection of the low-power optimized electronics and the sensor to the housing enables operating temperatures of up to 60°C. The integrated power I/O interface enables simple control tasks to be performed with hardware precision via the PLC functionality. Up to 4 LED lights can be controlled directly without additional drivers, ideal for the identification of materials. All Beyond Visible cameras from SVS-Vistek have the following features: Region of Interest (ROI), logical trigger functions (PLC) with programmable timers, sequencers and logic, electrical and optical inputs are specified with TTL-24V.
Properties of light that are invisible to humans can be made visible with cameras from SVS-Vistek. These cameras extend the standard industrial image processing system in terms of polarization planes or wavelengths from infrared to ultraviolet.

Wavelengths from infrared to ultraviolet enable invisible markings, the identification of materials and much more. Properties of light such as polarization facilitate industrial inspection in many industrial applications with non-metallic materials. We offer highly sensitive cameras for technical and biological applications.
Our SWIR cameras are based on Sony SenSWIR technology and our proven EXO and FXO camera designs. Due to the wide wavelength range and high sensitivity, they enable extremely compact inspection solutions in the VIS range from 400nm up to the SWIR range at 1700nm. Our innovative thermal design is the basis of the outstanding optical quality and the excellent dynamic range. The integrated 4-channel strobe controller supports complex analysis scenarios.
ATTENTION: This product is subject to export control and requires written information on intended use and final destination!

All of our special cameras for invisible properties of light are based on the proven camera concepts of the EXO series and the FXO series. While the EXO covers the established GigE Vision and USB3 Vision interfaces, the FXO series can provide the highest frame rates with its high-speed 10GigE and CoaXPress-12 interfaces.
A close thermal connection of the low-power optimized electronics and the sensor to the housing enables operating temperatures of up to 60°C. The integrated power I/O interface enables simple control tasks to be performed with hardware precision via the PLC functionality. Up to 4 LED lights can be controlled directly without additional drivers, ideal for the identification of materials. All Beyond Visible cameras from SVS-Vistek have the following features: Region of Interest (ROI), logical trigger functions (PLC) with programmable timers, sequencers and logic, electrical and optical inputs are specified with TTL-24V.

Properties of light that are invisible to humans can be made visible with cameras from SVS-Vistek. These cameras extend the standard industrial image processing system in terms of polarization planes or wavelengths from infrared to ultraviolet.

Wavelengths from infrared to ultraviolet enable invisible markings, the identification of materials and much more. Properties of light such as polarization facilitate industrial inspection in many industrial applications with non-metallic materials. We offer highly sensitive cameras for technical and biological applications.
Whether for quality control, material analysis or scientific research – our UV technology opens up new possibilities for you and increases the efficiency of your processes.

All of our special cameras for invisible properties of light are based on the proven camera concepts of the EXO series and the FXO series. While the EXO covers the established GigE Vision and USB3 Vision interfaces, the FXO series can provide the highest frame rates with its high-speed 10GigE and CoaXPress-12 interfaces.
A close thermal connection of the low-power optimized electronics and the sensor to the housing enables operating temperatures of up to 60°C. The integrated power I/O interface enables simple control tasks to be performed with hardware precision via the PLC functionality. Up to 4 LED lights can be controlled directly without additional drivers, ideal for the identification of materials. All Beyond Visible cameras from SVS-Vistek have the following features: Region of Interest (ROI), logical trigger functions (PLC) with programmable timers, sequencers and logic, electrical and optical inputs are specified with TTL-24V.
![SVS-VISTEK EXO<br>[CameraLink]](https://www.jm-vistec.com/wp-content/uploads/2023/01/SVS-EXO-1-300x300.png)
Small, very robust, easy to integrate.
Camera Link impresses with its high bandwidths and broad acceptance. For the first time, the EXO also includes features such as 4IO Strobe Control and LUT in a Camera Link model.


The EXO with Camera Link interface offers you the opportunity to use existing and proven infrastructures with a wide range of sensors for years to come.
The conscious decision in favor of this standard is the decision towards more control over the camera’s data stream. Low latency times, the high secure transmission rate combined with Power over Camera Link, even with long cables, also make the Camera Link interface very interesting for new projects.
Resolutions from 1.6 to 24.5 MP.
GigE Vision is the standard interface in industrial automation. The EXO GigE impresses with stable transmission even under high network loads and a generously dimensioned burst mode image memory, with which speeds of over 300% of the normal frame rate can be achieved.

An excellent, low-noise image with high dynamics is complemented by a comprehensive range of functions. Signal voltages, temperature resistance, I/O control, integrated strobe controller and firmware features are geared towards industrial automation applications.

With its 24V interface, the EXO GigE is recommended for classic quality assurance in factory floor automation. The integrated GenICam strobe controller effectively saves costs by reducing the number of components.
In plant engineering, the EXO scores with the latest sensor technology and the extended temperature range, many I/O interfaces, the strobe controller and burst mode.
A wide variety of CMOS sensors are installed in the EXO. It offers a wide range of interfaces such as GigE Vision, Camera Link and USB3 Vision, all with an integrated strobe controller.

The precisely crafted unibody housing and a wide range of CMOS sensors from Sony and CMOSIS form the basis for this versatile industrial camera. The EXO is easy to integrate thanks to the large number of standardized mounting holes and offers a stable connection for any type of lens.
With an excellent image, outstanding temperature performance, multiple inputs, PLC functionality and a multichannel strobe controller, the EXO offers an extremely flexible, powerful and economical overall package.
The EXO Tracer is based on the proven camera technology of the successful EXO series, whereby all the features of the EXO have been fully adopted. Due to the dimensions of the Micro Four Thirds bayonet, the housing of the EXO Tracer is slightly larger. As with the EXO, this larger, robust housing is characterized by an excellent thermal concept that ensures optimum heat dissipation.
The embedding of the lens control in the GenICam 3.0 tree of the camera allows any GenICam application to control the lens without additional drivers. The integrated strobe controller is also mapped in the GenICam tree, all settings are realized as GenICam properties.
The geometry of the sensor-side beam path, which applies to all MFT lenses, harmonizes perfectly with sensor sizes from 2/3″ to 1.2″ and thus guarantees an extremely clean flat field. Resolutions of up to 20 MP and a dynamic range of up to 72 dB result in an outstanding image with the highly sensitive sensors.
MFT lenses (often magnetically mounted) prove to be surprisingly robust in operation and have been tested to work perfectly even after 1 million focusing cycles. Typical focus and zoom times are comparable to those of sophisticated photography.


A close thermal connection of the low-power optimized electronics and the sensor to the unibody housing enables operating temperatures of 60°C for most EXOs. The EXO is available with the established GigE Vision, Camera Link and USB3 Vision interfaces and supports the latest standards such as GenICam 3.0 and USB 3.1. In the tracer version, it controls all lens functions such as zoom, focus and iris with its MFT bayonet. The integrated power I/O interface enables simple control tasks to be performed with hardware precision via the PLC functionality and/or up to 4 LED lights to be controlled directly without additional drivers.
The EXO series therefore fulfills a wide range of different requirements: A robust and precise industrial camera, extremely scalable with a wide range of CMOS sensors, easy to integrate thanks to standardized pinouts and consistent dimensions, extremely flexible due to availability in the most important interface standards and rich in important features.
Particularly versatile
The EXO with USB3.1 is a compact GenICam 3.0 camera for the industrial sector, with a wide range of sensors on the market which offers resolutions from 2.3 MP (160 fps) to 31.4 MP (12 fps).

With a real data rate of up to 360 MB/s net, it is very well suited for the most common resolutions and frame rates.

Especially in plant engineering, where short connection cables are generally used, the fast and robust USB3.1 interface can fully exploit the advantages of the EXO.
The integrated GenICam strobe controller also enables lean and cost-efficient application designs.
![SVS-VISTEK FXO<br>[100GigE]](https://www.jm-vistec.com/wp-content/uploads/2023/01/SVS-FXO-300x300.png)

Breaking Boundaries Between Speed And Precision
High resolution or high speed? Until now, you had to choose. The FXO 100GigE Series ends that compromise – delivering both unmatched image quality and extreme data throughput in one powerhouse platform. Powered by Sony’s latest ultra-speed Pregius S sensors and latest RDMA streaming technology, the FXO 100GigE captures every detail at blistering speed enabling faster inspection cycles without sacrificing accuracy.

FXO 100GigE Is The Perfect Camera For You If:
The FXO 100GigE Series delivers tangible advantages that directly translate into higher performance, greater reliability, and more flexible system design.
Thanks to an advanced thermal design, FXO 100GigE cameras support operating temperatures of -10°C to 60°C while delivering full 100Gigabit data streams. With a good thermal connection, FXO 100GigE cameras guarantee reliable camera operation even at high ambient temperatures

Resolutions Of Up To 24.5 MP
The FXO 10GigE offers resolutions Of Up to 24.5 MP & frame rates of up to 124 fps. It stands for outstanding image quality. The fast 10GigE interface is an extremely economical interface and at the same time offers excellent conditions for use in larger networks. The large frame buffer and excellent packet resend ensure stable top transmission rates. Up to 100 m cable length is supported by the FXO’s modern network technology.
An excellent, low-noise image with high dynamic range is complemented by a comprehensive feature set. The Sony Pregius S sensors used are characterized by high light sensitivity and excellent homogeneity. Signal voltages, temperature resistance, I/O control, integrated strobe controller and firmware features are geared towards applications in industrial automation.
Technical highlights:
Also available as option with 32GB Data Storage, accessible via GenICam, for storing customer and camera specific data.

The FXO 10GigE environment is characterized by the highest data rate and flexibility requirements. The 10GigE interface is consistent with GigE in its application, supports distances of up to 100 m and can be used to power the camera (PoE).
The integrated GenICam strobe controller effectively saves costs by reducing the number of components. In plant engineering, the fast FXO scores points with the latest sensor technology and the extended temperature range and many I/O interfaces.

Brand New And Incredibly Fast
The FXO 25GigE delivers up to 671 fps with a resolution of 1.8 MP and RDMA technology.
The use of the 25GigE interface revolutionizes machine vision with outstanding performance features. The impressive bandwidth allows for the transfer of immense amounts of data, which is especially crucial for applications with high resolutions and fast frame rates.
This camera is equipped with RDMA (Remote Direct Memory Access) technology. With this technology, it is possible to transfer image data directly to the main memory of a PC. This does not stress the operating system and CPU, significantly improving reliability and performance and greatly reducing latency/response time. The CPU can perform other tasks due to this relief.
The technology enables near-real-time image processing and analysis through minimized latency, a critical consideration in dynamic industrial environments.
However, a firmware update also allows the camera to be switched to conventional streaming via GVSP (GigE Vision Stream Protocol).
With the 25GigE version of the successful FXO series, SVS-Vistek now offers a powerful tool in this sector. By using SFP28 optical transceivers, data transmissions over distances of up to 10,000 meters are possible, making it particularly suitable for extensive industrial sites. It integrates seamlessly into existing network structures, enabling companies to adapt the technology without massive hardware overhauls, resulting in cost efficiency. The FXO 25GigE also impresses with reliability and a robust, thermally highly optimized milled housing, which is essential for an uninterrupted and stable data flow.
The FXO 25GigE also impresses with a milled housing measuring just 50 x 50 x 100 mm, making it currently one of the most compact industrial cameras with a 25GigE interface in the world.
Technical highlights:
The scalability of this camera’s technology ensures the future viability of image processing systems. The support of standardized image processing protocols promotes compatibility and flexibility in different application areas.
The advantages of the FXO 25GigE enable innovative and advanced applications in automation and image analysis, which contribute to the optimization and increased efficiency of industrial processes.

Data Rates Of 12.5, 25, Or 50 Gbit/s
The FXO stands for outstanding image quality. The fast CoaXPress-12 interface gives the camera outstanding properties in terms of trigger latency and constant data rate.
An excellent, low-noise image with high dynamic range is complemented by a comprehensive feature set. The Sony Pregius S sensors used are characterized by high light sensitivity and excellent homogeneity. Signal voltages, temperature resistance, I/O control, integrated strobe controller and firmware features are designed for applications in demanding industrial automation.
Technical highlights:

The FXO CoaXPress environment is characterized by the highest demands on data rate and latency behavior. The thin CoaXPress cable can be used to power the camera (PoCXP) and is suitable for distances of up to 25 m.
The integrated GenICam strobe controller effectively saves costs by reducing the number of components. In plant engineering, the fast FXO scores with the latest sensor technology, an extended temperature range, and numerous I/O interfaces.
With four CoaXPress-12 connections in an ultra-slim, passively cooled housing, this camera enables data rates of up to 50 Gbit/s.
The FXO CXP (4 Connections) combines high quality imaging with advanced frame rates in a remarkably slim housing. Powered via CoaXPress and built around Sony Pregius S™ sensors, it delivers efficient performance without active cooling. Its modular mount concept ensures seamless integration into space-constrained and high-performance vision systems.


FXO CXP (4 Connections) is the perfect camera for you if:
The FXO CXP (4 Connections) series delivers tangible advantages that translate directly into higher performance, greater reliability, and more flexible system design.
Thanks to its advanced power efficiency and thermal design, the camera supports operating temperatures from -10°C to 60°C while delivering full 4-channel CXP-12 data streams without active cooling.
![SVS-VISTEK HR<br>[100GigE]](https://www.jm-vistec.com/wp-content/uploads/2023/01/SVS-HR-300x300.png)

Breaking Boundaries Between Speed and Precision
High resolution or high speed? Until now, you had to choose. The HR 100GigE Series eliminates that compromise – combining both unmatched image quality and extreme data throughput in one performance-optimized platform. Powered by Sony’s latest ultra-speed Pregius S™ sensors and reliable RDMA streaming technology, the HR 100GigE captures every detail at blistering speed enabling faster inspection cycles without sacrificing accuracy.

New Standards In Terms Of Speed And Reliability
The HR series, equipped with state-of-the-art 10GigE interface and resolutions up to 65 MP, sets new standards in terms of speed, reliability, and flexibility. Thanks to the brand new TEC technology in the -T versions, these HR cameras deliver an unbeatable stable image even at fluctuating temperatures.
The 10GigE Vision interface is the easiest way to transmit uncompressed data at higher speeds than standard GigE on a reliable and flexible infrastructure. The HR with 10GigE utilizes the maximum interface bandwidth with its high-resolution CMOS sensors and offers a rich selection of industrially oriented hardware and software features.
Now also available as a new “-T” option: The combination of thermoelectric cooling (TEC) and heating with advanced, dust-proof ventilation ensures a stable sensor temperature and therefore greater reliability and consistent image quality.

The option of using commercially available network technology with cable lengths of over 100 m makes the camera very flexible in its application.
The high resolution enables a large field of view to be captured quickly and easily, making the cameras particularly suitable for applications such as optical metrology, quality control, monitoring large areas or traffic monitoring.

Excellent Performance, Flexibility And Cost Efficiency
The HR series with Camera Link Interface combines the advantages of this interface, the performance, with safe and easy handling.
Highest resolutions at high frame rates for industrial cameras is the core area of the HR series. The HR series impresses with a wide range of features:
Camera Link offers high data rates, deterministic time response and very direct access to the image sensor. This enables settings and operating modes that are not available with other interfaces, even for industrial cameras with the highest resolutions.

The high resolutions recommend the HR for demanding measurement technology.
The main areas of application are semiconductor, pharmaceutical and beverage technology as well as pressure inspection.

Latest Technology And Fast Data Transfer Speeds
The HR CXP-6 and CXP-12 cameras are equipped with the latest CoaXPress technology, which enables lightning-fast data transfer speeds of up to 12.5 Gbps per channel. This not only ensures seamless integration into existing systems, but also the ability to capture and process high-resolution images in real time.
CoaXPress was developed to cope with the increasing bandwidths of new sensor generations. Up to 6.25 GBit/s or 12.5 GBit/s can be transmitted per line. SVS-Vistek supplies CoaXPress cameras with four CoaXPress-6 or CoaXPress-12 lines and thus provides a data bandwidth of 25 GBit/s or 50 GBit/s.
The HR series with CoaXPress is equipped with modern, fast and high-resolution CMOS sensors. With outstanding frame rates, the HR offers a wide range of industrial hardware and software features.
Industrial TTL-24V I/O interface with SafeTrigger, programmable logic functions, sequencers and timers, RS232

With its thin, long cables and extremely high bandwidth, CoaXPress offers the perfect interface for high-resolution and very fast CMOS sensors
Demanding applications in quality assurance and plant engineering benefit from this combination of maximum resolution and maximum speed.
![SVS-VISTEK SHR<br>[10GigE]](https://www.jm-vistec.com/wp-content/uploads/2023/01/SVS-SHR-300x300.png)
High-Performance 10GigE Interface Offers Up To 1.25 GBit/s
The SHR series offers image quality at the highest level with the highest resolutions. This is made possible by the special physical features offered by large pixels in large-format sensors. Added to this is the highest structural precision in sensor adjustment in a solid, thermally highly optimized housing. The large M72 lens mount with a flange distance of 19.55 mm can be adapted to any lens.

The economical and high-performance 10GigE interface offers up to 1.25 GB/s data transfer for these large images. A special frame grabber is not required.
Highlights of the SHR series (some features only on some models):

The exceptional image quality makes the SHR the ideal partner for the most demanding optical tasks.
With the SHR and 10 GigE interface, this can be implemented very economically. Typical applications include the inspection of semiconductors, solar panels, or flat screens, as well as aerial photography.
The Fastest Standardized Interface For Industrial Cameras Over Long Distances
The SHR offers low-noise CMOS sensors with the highest resolution and large pixels in medium format. The high-quality harmonization of the pixels guarantees an impeccable image. Highest structural precision in sensor adjustment in a solid, thermally highly optimized housing make the SHR with its lens shading correction the ideal partner for the most demanding optical tasks.

CoaXPress is currently the fastest standardized interface for industrial cameras over long distances with thin cables. The industrial I/O interface facilitates integration.

The SHR with CoaXPress interface is designed for applications where speed and efficiency are required to bring quality to the market economically.
Typical applications include the inspection of semiconductors, solar panels or flat screens, as well as aerial photography.
![]() +65 6748 5517
+65 6748 5517
![]() info@jm-vistec.com
info@jm-vistec.com
![]() 10 Kaki Bukit Ave 1, #07-06, Singapore 417942
10 Kaki Bukit Ave 1, #07-06, Singapore 417942